Kezdőlap -> -> Építünk és kézműveskedünk -> Fesze temperálása házilag.
Ebben a cikkben, egy fejsze példáján, az acél otthoni hőkezeléséről fogok beszélni, amely három szakaszból áll: izzítás, keményítés, temperálás.
Mielőtt a fejsze keményítése mellett döntene, teljesen biztosnak kell lennie abban, hogy valóban szükség van rá. Edzés szükségessége akkor merül fel, ha a gyártó megsértette a hőkezelési technológiát, és a fejsze acélja vagy nagyon puha (a fejsze nem edzett), vagy nagyon törékeny (edzés után nincs megeresztés). Ha a fejsze acélja puha, akkor a fejsze gyorsan eltompul, és a penge hegyén horpadások maradnak még a csomók vágásakor is, de ha az acél törékeny, akkor a penge hegyének repedése és letöredezése lehetséges. művelet.
Lágyítás.
A fejsze vagy bármely más szerszám edzése előtt meg kell lágyítani. A lágyítás a fém szerkezeti memóriájának egyfajta nullázása. Az izzítás során a fém mikroszerkezete javul, a belső feszültségek megszűnnek és a keménység csökken. Az izzított acél puhává válik, és könnyen felvehető reszelővel.
keményedés.
Edzés után a hegy keménysége nagyon magas, az acél törékeny. Ezért a fejszét el kell engedni. Nyaralás előtt drótkerékkel megtisztítjuk a fejszét, hogy lássuk a melegítés közbeni és utáni foltokat.
Vakáció.
Egy reszelő segítségével meggyőződünk arról, hogy a fejsze penge vágó része kicsit gömbölyű lett, mint az edzés után.
A fémek hőkezelése az egyik fő módja a mechanikai és fizikai-kémiai tulajdonságaik javításának: keménység, szilárdság és mások.
A hőkezelés egyik fajtája a keményítés. Ősidők óta sikeresen alkalmazta az ember kézműves módon. A középkorban ezt a hőkezelési módszert a fém háztartási cikkek szilárdságának és keménységének javítására használták: fejszék, sarló, fűrészek, kések, valamint katonai fegyverek lándzsa, szablya és mások formájában.
Most pedig ezzel a módszerrel javítják a fém tulajdonságait, nem csak ipari méretekben, hanem otthon is, főleg fém háztartási cikkek keményítésére.
A keményedés alatt a fém hőkezelésének egy fajtáját értjük, amely abból áll, hogy olyan hőmérsékletre hevítjük, amelynél megváltozik a kristályrács szerkezete (polimorf átalakulás), és vízben vagy olajos közegben tovább gyorsítják a hűtést. Ennek a hőkezelésnek a célja a fém keménységének növelése.
Edzést is alkalmaznak, amelynél a fém hevítési hőmérséklete nem teszi lehetővé a polimorf átalakulást. Ebben az esetben az állapota rögzített, ami a fémre jellemző a fűtési hőmérsékleten. Ezt az állapotot túltelített szilárd oldatnak nevezzük.
A polimorf transzformációs edzési technológiát főként acélötvözet termékekhez használják. A színesfémeket keményedésnek vetik alá anélkül, hogy polimorf változást érnének el.
Az ilyen feldolgozás után az acélötvözetek keményebbé válnak, ugyanakkor megnövekszik a ridegségük, elveszítve a rugalmasságot.
A polimorf melegítés utáni nemkívánatos ridegség csökkentése érdekében temperálásnak nevezett hőkezelést alkalmaznak. Alacsonyabb hőmérsékleten, a fém fokozatos további hűtésével történik. Ily módon a fém feszültsége az edzési folyamat után megszűnik, és csökken a törékenysége.
Polimorf átalakulás nélküli kioltásnál nincs probléma a túlzott ridegséggel, de az ötvözet keménysége nem éri el a kívánt értéket, ezért az ismételt hőkezelés, úgynevezett öregedés során, éppen ellenkezőleg, az ötvözet lebomlása miatt megnő. túltelített szilárd oldat.
Az acél edzés jellemzői
Főleg a rozsdamentes acéltermékek és az ezek gyártására szánt ötvözetek edzettek. Martenzites szerkezetűek, és fokozott keménység jellemzi, ami a termékek törékenységéhez vezet.

Ha az ilyen termékek hőkezelését egy bizonyos hőmérsékletre való melegítéssel, majd gyors temperálással végzik, akkor a viszkozitás növekedése érhető el. Ez lehetővé teszi az ilyen termékek használatát különböző területeken.
Az acél edzés típusai
A rozsdamentes termékek rendeltetésétől függően a teljes tárgy vagy csak annak egy része keményíthető, amelynek működőképesnek és fokozott szilárdsági jellemzőkkel kell rendelkeznie.
Ezért a rozsdamentes termékek keményítése két módszerre oszlik: globális és lokális.
Hűtőközeg
A rozsdamentes anyagok szükséges tulajdonságainak elérése nagymértékben függ a hűtési módszerük megválasztásától.
Különböző márkák rozsdamentes acélok másképp hűtjük. Ha gyengén ötvözött acélok vízben vagy oldatában hűtjük, majd a rozsdamentes ötvözetek esetében olajos oldatokat használnak erre a célra.

Fontos: Ha olyan közeget választunk, amelyben a fémet hevítés után hűtik, figyelembe kell venni, hogy a vízben gyorsabb a hűtés, mint az olajban! Például a 18°C-os víz egy másodperc alatt 600°C-kal hűtheti le az ötvözetet, az olaj viszont csak 150°C-ra.
A fém nagy keménységének elérése érdekében a hűtést folyó hideg vízben végezzük. Ezenkívül a keményedés hatásának növelése érdekében sóoldatot készítenek a hűtéshez körülbelül 10% hozzáadásával. asztali só, vagy használjon savas közeget, amelyben legalább 10% sav (általában kénsavas) van.
A hűtőközeg megválasztása mellett a hűtés módja és sebessége is fontos. A hőmérséklet-csökkenés sebességének legalább 150°C-nak kell lennie másodpercenként. Így 3 másodperc alatt az ötvözet hőmérsékletének 300 °C-ra kell csökkennie. A hőmérséklet további csökkentése mindenképpen végrehajtható, mivel az alacsony hőmérsékleten történő gyors lehűlés eredményeként rögzített szerkezet már nem omlik össze.
Fontos: A fém túl gyors lehűlése túlzott törékenységéhez vezet! Ezt figyelembe kell venni az önkeményedésnél.
A következő hűtési módok léteznek:
- Egy táptalaj használatával, amikor a terméket folyadékba helyezzük és ott tartjuk, amíg teljesen ki nem hűl.
- Hűtés két folyékony közegben: olaj és víz (ill sóoldat) rozsdamentes acélokhoz. A szénacélból készült termékeket először vízben hűtik, mivel ez egy gyorsan lehűlő közeg, majd olajban.
- A jet módszer, amikor az alkatrészt vízsugárral hűtik. Ez nagyon kényelmes, ha a termék egy meghatározott területét szeretné keményíteni.
- A fokozatos hűtés módja a hőmérsékleti feltételeknek megfelelően.
Hőmérséklet rezsim
A megfelelő hőmérséklet-szabályozás a rozsdamentes termékek keményedéséhez fontos feltétele azok minőségének. A jó teljesítmény elérése érdekében egyenletesen 750-850°C-ra melegítik, majd gyorsan lehűtik 400-450°C-ra.
Fontos: A fém átkristályosodási pontja fölé melegítése durva szemcsés szerkezetet eredményez, amely rontja a tulajdonságait: túlzott ridegség, ami repedéshez vezet!
A kívánt fémedzési hőmérsékletre hevítés utáni feszültség enyhítésére a termékek fokozatos hűtését időnként alkalmazzák, fokozatosan csökkentve a hőmérsékletet a melegítés minden szakaszában. Ez a technológia lehetővé teszi a belső feszültségek teljes eltávolítását és a kívánt keménységű tartós termék előállítását.
Hogyan keményítsünk fémet otthon
Az alapismeretek felhasználásával otthon edzheti az acélt. A fémfűtést általában tűzzel, elektromos tokos kemencével vagy gázégővel végzik.
A fejsze temperálása tűzön és kemencében
Ha további erőt szeretne adni a háztartási szerszámoknak, például tartósabbá tenni a fejszét, akkor az edzés legegyszerűbb módja otthon is elvégezhető.
A tengelyekre a gyártás során bélyegzéssel kerül sor, amely alapján felismerhető az acél minősége. Példaként megvizsgáljuk az edzési folyamatot az U7 szerszámacél használatával.

A technológiát a következő szabályok betartásával kell végrehajtani:
1. Izzítás. A feldolgozás előtt tompítsa el a penge éles szélét, és tegye a fejszét egy égő tégla sütőbe melegedni. A hőkezelési eljárást gondosan figyelemmel kell kísérni a túlmelegedés elkerülése érdekében (megengedett melegítés 720-780°C). A haladóbb mesterek a hő színe alapján ismerik fel a hőmérsékletet.

A kezdők pedig mágnessel tudhatják meg a hőmérsékletet. Ha a mágnes már nem tapad a fémhez, akkor a fejsze 768 °C fölé melegedett (vörös-bordó szín), és ideje lehűlni.

Pókerrel vigyen egy izzó fejszét a kemence ajtajához, távolítsa el a hőt mélyen, zárja be az ajtót és a szelepet, és hagyja a felforrósodott fémet a kemencében 10 órán át. Hagyja a fejszét fokozatosan lehűlni a tűzhellyel.
2. Acél edzés. Melegítse fel a fejszét tűzön, tűzhelyen vagy tűzhelyen sötétvörös színűre - hőmérséklet 800-830 ° C (a mágnes abbahagyta a mágnesezést, várjon még 2-3 percet).
Az edzést melegített vízben (30°C) és olajban végezzük. Intenzív mozgatással engedje le a fejsze pengéjét 3-4 cm-rel a vízbe.

3. A fejsze penge kioldása. A temperálás csökkenti az acél ridegségét és enyhíti a belső feszültséget. Csiszolja meg a fémet csiszolópapírral, hogy jobban megkülönböztethesse a fehérség színeit.

Tartsa a fejszét 1 órán át a sütőben, 270-320°C hőmérsékleten. Expozíció után vegyük ki és hűtsük le a levegőn.
Videó: fejsze otthoni hőkezelése, három szakasz: izzítás, edzés, temperálás.
Kés keményedés
Fémek keményítésére a kemencéket önállóan célszerű használni. A kések, fejszék és egyéb formájú háztartási cikkekhez a kis méretű tokos kemencék a legalkalmasabbak. Ezekben sokkal magasabb keményedési hőmérsékletet lehet elérni, mint a tűzön, és könnyebb elérni a fém egyenletes melegítését.
Egy ilyen sütő önállóan is elkészíthető. Az interneten számos egyszerű lehetőséget találhat a tervezéshez. Az ilyen kemencékben egy fémterméket 700-900 °C-ra lehet felmelegíteni.

Fontolja meg, hogyan keményíthet meg egy rozsdamentes acél kést otthon, elektromos tokos kemencével. Hűtésre víz vagy olaj helyett olvasztott tömítőviaszt használnak (katonai egységben lehet kapni).
Hogyan lehet minőségileg megkeményíteni a fejszét otthon? Ennek a kérdésnek a jelentőségét az eszköz iránti széles körű kereslet magyarázza. Ezenkívül egy ilyen egyszerű otthoni szerszám, mint egy fejsze példájával részletesen elemezheti a többféle hőkezelés árnyalatait - izzítás, edzés és temperálás.
Könnyen kideríthető, hogy a kézből vagy vaskereskedésben vásárolt új fejsze edzésre szorul: ha a szerszámpenge nagyon puha (amit kis vastagságú csomók vágásakor is a zúzódása határoz meg), akkor jó minőségű keményítést igényel. Abban az esetben, ha működés közben repedések jelennek meg a fejsze működő részén, vagy a penge összeomlik, teljes szabadságot kell kitenni.
Milyen acélból készülnek a tengelyek?
A fejsze keménységének meghatározásához egy közönséges reszelőt használhat, amely nem nagyon kopott és kis bevágással rendelkezik. Abban az esetben, ha a fejsze munkarészének keménysége magas, a reszelő könnyen átcsúszik rajta, ha közepes, akkor a szerszám kissé eltávolítja az érdességeket, ha alacsony, akkor a reszelő jól veszi a fémet. Ha a fejsze az általánosan elfogadott követelményeknek megfelelően edzett, akkor a legélesebb rész a legkeményebb (kb. 3 cm széles a pengétől), és a szerszám többi részében a fém lágyabb.

Miután megtudta, hogy a szerszámot még meg kell keményíteni, meg kell határoznia, hogy milyen fémből készült. Azok a vállalkozások, amelyek teljes mértékben megfelelnek a jóváhagyott normatív dokumentumok(GOST), bizonyos acélokból tengelyeket gyártanak, amelyek minőségét egy speciális táblázat határozza meg. Természetesen ezen ötvözetek mindegyike saját fűtési hőmérsékleti rendszert és bizonyos hűtőközeget igényel, amely biztosítja a hőkezelés szükséges minőségét. Az összes ilyen paraméter az egyes acélminőségekhez speciális referenciakönyvekben is megtalálható.


A tengelyek gyártásához használt összes acéltípus közül az U7 és U7A osztályok tekinthetők a leggyakoribbnak. Éppen ezért, példaként, megvizsgáljuk, hogyan kell megedzíteni az U7 minőségű ötvözetből készült fejsze munkadarabját.
A fejsze edzésének főbb szakaszai
Ha otthon kell keményíteni egy baltát, akkor a vágóélét le kell tompítani, így a vastagsága 1 mm-re nőhet. A szerszám hőkezelésének eljárása, amelyet otthon is végeznek, több szakaszból áll.
Lágyítás
Az izzítás nemcsak a fejsze, hanem bármely más szerszám hőkezelésének első szakasza. Ennek az otthon végezhető technológiai műveletnek a célja a fém szerkezeti memóriájának megtisztítása. Az eredmény a belső szerkezet javulása, a belső feszültségek megszűnése és a keménység csökkenése. Ennek az eljárásnak az a lényege, hogy a fejsze munkarészét 740-760 fokra melegítik. ° és lassan 550 °C-ra hűtjük ° , melynek sebessége óránként 30-50 fok.

a legtöbben fontos pont izzításkor a fűtési hőmérséklet helyes meghatározása. Ilyen helyzetekben tapasztalataira vagy oktatóvideóira támaszkodhat a szükséges fűtési küszöb meghatározásához a forró acél színe alapján. Van azonban egy megbízhatóbb módszer, amely lehetővé teszi, hogy pontosan meghatározza azt a hőmérsékletet, amelyre az acél felmelegedett. Nagyon egyszerű megvalósítani akár otthon is. Ez a módszer egy hagyományos mágnes használatát foglalja magában, amely 768°-nál megszűnik vonzódni a szerszámacél termék felületéhez. ° . Így a fejsze felületére időnként mágnest alkalmazva megállapítható, hogy a melegítési folyamatot le kell állítani, hogy továbbléphessünk a hőkezelés következő szakaszába.
Szerszámacél színe 768-ra melegítve ° , piros-bordó, ha pedig 800–930 fokra hevítjük, ami a kikeményedéshez szükséges, akkor élénkpiros lesz. Ha látni szeretné, hogyan változnak a szerszámacél színei a hevítési hőmérséklettől függően, megtekintheti az interneten könnyen megtalálható videót.

Az edzendő fejsze izzításához szükséges hőmérséklet elérése után abba kell hagyni a melegítést. Ezután a fejszét tíz órán át a kioltott kemencében hagyjuk, hogy lassan kihűljön.
keményedés
Az izzítási eljárás befejezése után az edzendő fejsze felületét meg kell tisztítani a vízkőtől. Ehhez használhat egy huzalkört. Amikor a fejsze felületét megtisztítják, újra fel kell melegíteni, de már 800-830 fokra. ° . A melegítés mértéke az acél színének figyelésével szabályozható, amelynek élénkvörösre kell válnia.

Egy fejsze "pirosra" hevítése egy rögtönzött kemencében, téglákból
Melegítés után a fejszét le kell hűteni. Ehhez két médiát használnak - 30 °C-ra melegített vizet ° , és olaj. Mindenekelőtt a fejsze pengéjét (3-4 cm széles) lehűtik, amihez 3-4 másodpercre a vízbe engedik. Annak elkerülése érdekében, hogy a felhasznált vízben gőzpárna képződjön, amely megakadályozza a hatékony hűtést, a pengét intenzíven kell mozgatni a tartályban. A teljes fejszét az olajhűtő közegbe kell helyezni, és fontos, hogy az olaj ne gyulladjon meg.
Annak érdekében, hogy csökkentse a fejsze munkarészének keménységét, amelyet az edzés után nyer, temperálni kell. Az ilyen technológiai művelet végrehajtása előtt a fejsze felületét drótkerékkel is meg kell tisztítani, amely lehetővé teszi a melegítés mértékének szabályozását, az árnyalat színeire összpontosítva.

Vakáció
A fejsze edzett munkarészének temperálása lehetővé teszi az edzés során a fémben kialakult belső feszültségek eltávolítását, valamint az anyag ridegségének csökkentését. Ennek az eljárásnak az otthoni végrehajtásához használhat hagyományos sütőt, 300-ra melegítve ° és egy fejszét helyezünk bele 1 órára (a nyaralás megkezdése előtt nézze meg a megfelelő videót). A fejsze kemencében tartása után lehűtjük, szabad levegőn hagyjuk. Azt a tényt, hogy a temperálás a kívánt hőmérsékleten történt, a fejsze felületén lévő kék árnyalat jelzi.

Hogy megbizonyosodjon arról működő rész a fejsze valamivel puhább lett a nyaralás után, használhat fájlt, amint azt fentebb már leírtuk. Szem előtt kell tartani: minél magasabb hőmérsékleten hajtják végre ezt az eljárást, annál lágyabb és lágyabb lesz a végén.
Hogyan keményítsünk fémet otthon. Hogyan keményítsünk egy fejszét. Hogyan keményítsünk egy fejszét saját kezűleg. Ax keményítés. Gyakran előfordul, hogy egy fémből készült szerszám vagy termék szilárdságát egy nagyságrenddel növelni kell. Előfordul, és fordítva, puhává kell tenni a fémet, hogy egyszerűsítse a további feldolgozást. Mind az első, mind a második esetben a kívánt hőkezeléssel érhető el, ami azt jelenti, hogy először az anyagot a kívánt hőmérsékletre melegítjük, majd bizonyos módon lehűtjük. Más szóval, az acél edzése több szakaszra oszlik: edzés, megeresztés, izzítás. Az edzést csak a fém keménységének növelésére használják. Emlékeztetni kell arra, hogy az alacsony széntartalmú acélok nem edzhetők. Ami a karbont és szerszámot illeti, kiváló esély van arra, hogy az edzés során a keménységet három-négyszeresére növelje. Ezt a folyamatot akkor hajtják végre, ha azt akarják, hogy egy fémelem könnyen vágja az üveget, mint a gyémánt.
Gyakran érzi szükségét további keményítésnek fém szerszám, találja magát a természetben. Miért? Sajnos a modern fejszegyártók rosszhiszeműen végzik munkájukat, amitől egy acéltermék pengéje nem keményedik meg teljesen (könnyen beszorul), vagy túlmelegszik (egyszerűen könyörög). És milyen az, amikor mihamarabb szeretnél krumplival barbecue-t főzni, de a fejsze a pokolba megy.
Ellenőrizze a keményedés mértékét fém termék a bolt nem fog működni. Bár van egy út. A vágóél mentén egy fájlt kell futtatni. Ha erősen elkezd tapadni az anyaghoz, akkor valószínűleg a termék hiányában van a probléma. Ez a széléről látszik, ami túl puha lesz, és nem tartja meg az élezést. Abban az esetben, ha a reszelő felpattan az acélról, mintha simogatta volna, és a keze nyomásakor nem érez egyenetlenséget, a probléma a termék túlmelegedésében van. A szerszám éle összeomlik, és a legkisebb erőfeszítéssel könnyen eltörhet. Azt hiszem, egyetért azzal, hogy az első és a második eset jelentősen megnehezíti a munkát és kellemetlenséget okoz. Kár, hogy a fenti vizsgálat nem végezhető el az üzletben. Az eladó nem engedi, hogy a meg nem vásárolt hangszert reszelővel megrongálja. A helyzet zsákutcában van. Ne dobja ki a rossz keménységű terméket, ha azt már megvásárolta! Sok pénzbe kerül. Igen, és a gyártási hibákra vonatkozó napi panaszok nem segítenek az okon. Van kiút - az acél keményítése. Ezt otthon is megteheti.
Egy nagyon egyszerű és hasznos folyamat, amelyhez szüksége lesz: tűz nagy mennyiségű forró szénnel és két mély edénnyel. Az elsőbe motorolajat (dízel, motor, autó vagy hulladék), a másodikba pedig tisztított vizet (lehetőleg kútvizet) kell tölteni. Előre gondolja meg, hogyan fogja tartani a forró részt. Ideális esetben a kovácsfogók megfelelőek, de nem minden dachában találja őket, ráadásul nem is olcsók. Ha nincs ilyen, keress helyettük egy méltó helyettesítőt. Szóval 100%-ban készen állunk, gyerünk! A szerszámot a tűz mélyére tesszük, egyenesen a szénre. Ne feledje, hogy minél fehérebb a szén, annál erősebb a hőmérsékletük. Tedd - irányítsd a folyamatot. A fém keményedési helye csak fényes karmazsin legyen, semmi esetre se fehér! Ez a fémtermék túlmelegedésével és égésével fenyeget. Kérjük, vegye figyelembe, hogy a szín egyenletesen oszlik el a teljes felületen. Az edzett szélen nem lehetnek sötét területek. Lehetetlen megengedni a fém "cianózisát". Ez túlzott lágyuláshoz, túlzott plaszticitáshoz vezet, ami abszolút nem kívánatos. Fontos, hogy ne vigyük túlzásba a fejsze fehérre izzításával. Javítania kell a szél állapotát. Amikor a szerszám magas hőmérsékleten érett, kihúzható a tűzből. A forró acélt olajos tartályba kell mártani.
Három másodpercenként váltakozva süllyessze és emelje ki, fokozatosan növelve az időt. Ne feledje, hogy az acél edzése nem tűri a lassúságot. Mindent élesen és gyorsan kell megtenni. Merítse az alkatrészt olajba, amíg a szín elveszti fényességét. Ezután a szerszámot vízbe kell helyezni, amelyet meg kell keverni. Legyen óvatos, mert a fejszén lévő olajmaradványok fellobbanhatnak a vízi környezetben.
Itt van egy ilyen egyszerű és hatékony acél keményítés saját kezével. Ha mindent helyesen és szakaszosan csinál, akkor a jó eredmény garantált.
Hogyan keményítsünk egy fejszét.
Ha fontos megőrizni a munkadarab geometriáját és egyben a fejsze kiváló munkaképességét, akkor javaslom azt a lehetőséget, amelyet egykor a fejszéimhez használtam, és néha rokonok, barátok kérésére újrakészítem azokat. eszköz. Természetesen - nem "műtéti beavatkozás" nélkül, de százszorosan igazolja magát. Valahogy itthon nagyapámtól örökségül hagyott tetőtérben szemétkupacokat gereblyézve találtam 4 vadonatúj, gyárilag festett szovjet fejszét - bélyegzett - 1986-os. Kettőhöz baltanyéleket vásároltak, ékeket készítettek - a baltákat összeszerelték és készen álltak a munkára. Az első próbánál - gyümölcsfa aprításánál - az első fejsze üvegszerűen szilánkokra tört, a másodiknál a vászon sarokrésze a harmadik ütés után leszállt - ez a látvány nagyon mulattatta a grillezésre meghívott barátokat.
Az eset után eszembe jutott, hogy a régi ácsok, akik még a raktárban dolgoztak, azonnal elmentek velük a kovácshoz, akik éppen vadonatúj fejszét kaptak a raktárban. A vászon magasságának körülbelül kétharmadát levágta, a rugó egy darabját ráhúzta az ékre, megkovácsolta, megformázva a levágott részt. A szélek előkészítve, új vászon hegesztésre került autóipari rugó. Ezt követte a durva illesztés, izzítás, edzés, alacsony temperálás és kikészítés. Miután megkapták a módosított fejszéket, amelyek látszólag nem különböztek az eredetitől, az ácsok az ujjaikkal az RC-n csattogtattak, és hallgatták a dallamos csengetést, mondván: "Ben, most így működhetnek a dolgok, és egy szög, ha van valami, nem az. akadály."
A törött fejszéimet ugyanígy készítettem újra - öt éve élezés nélkül működnek. A tengelyek többször is hatalmas szögekre estek, átvágva az RK-t anélkül, hogy az RK-t nagy kár érte volna, alig észrevehető horpadásokat hagyva. Egy ilyen eszköz egynél több generációt szolgál ki.
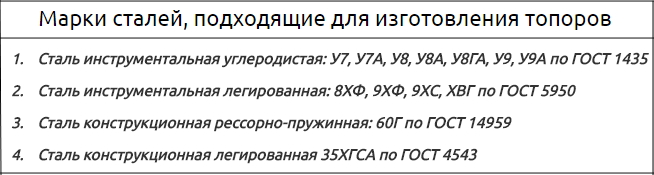
A tengelyek ebből készülnek rugóacél vonatkozó Szovjet balták A GOST a következő acélminőségeket szabályozta a tengelyek gyártásához: 8HF, 9HF, 9HS, HVG a GOST 5950 szerint; 35HGSA a GOST 4543 szerint; 60G a GOST 14959 szerint vagy U7A, U8, U8A, U8GA, U9, U9A a GOST 1435 szerint. Tehát ez a lista nem nélkülözi a rugóacélt. Csak arról van szó, hogy a szovjet fejszék nagy része U7-U8 osztályból származott, és ahogy az előző bejegyzésemből is kiderül, gyakran a hőkezelési rendszer durva megsértésével. És most a tengelyek rugóacélból készülnek, megtalálható az interneten, különösen az Izh acélból, a penge keménysége 57 HRC.









